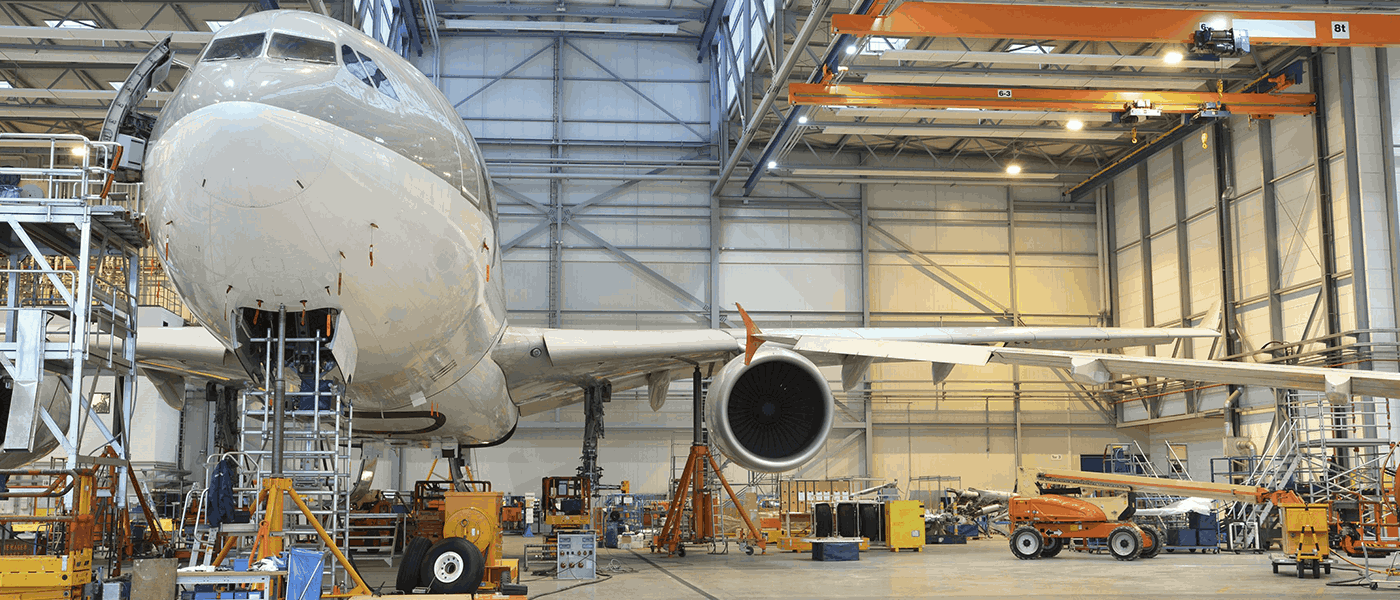
高端装备 智能制造
AI赋能 智能运维
汽车定制 柔性高效
能源管理 稳定可靠
基建基础 化繁为简
智能生产 颠覆传统
科技兴国科技强国振兴中华
1840年,英国以林则徐的虎门销烟为借口,决定派出远征军侵华,1840年6月,英军舰船47艘、陆军4000人......
随着可再生能源的不断发展和能源结构的转型,储能技术逐渐成为能源领域的热点之一。然而,储能过程中产生的热量问题......
3月12日11时18分,浙江电网光伏发电出力达2058万千瓦,首次超过2000万千瓦。 随着新型电......
在党中央、国务院及国家相关部委与地方政府的推动下,我国的电力环保技术和装备从“十二五”之前跟踪学习国外先进技......
云联惠智能机器人事业群承办,2020中国移动机器人(AGV/AMR)行业发展年会在沪召开!
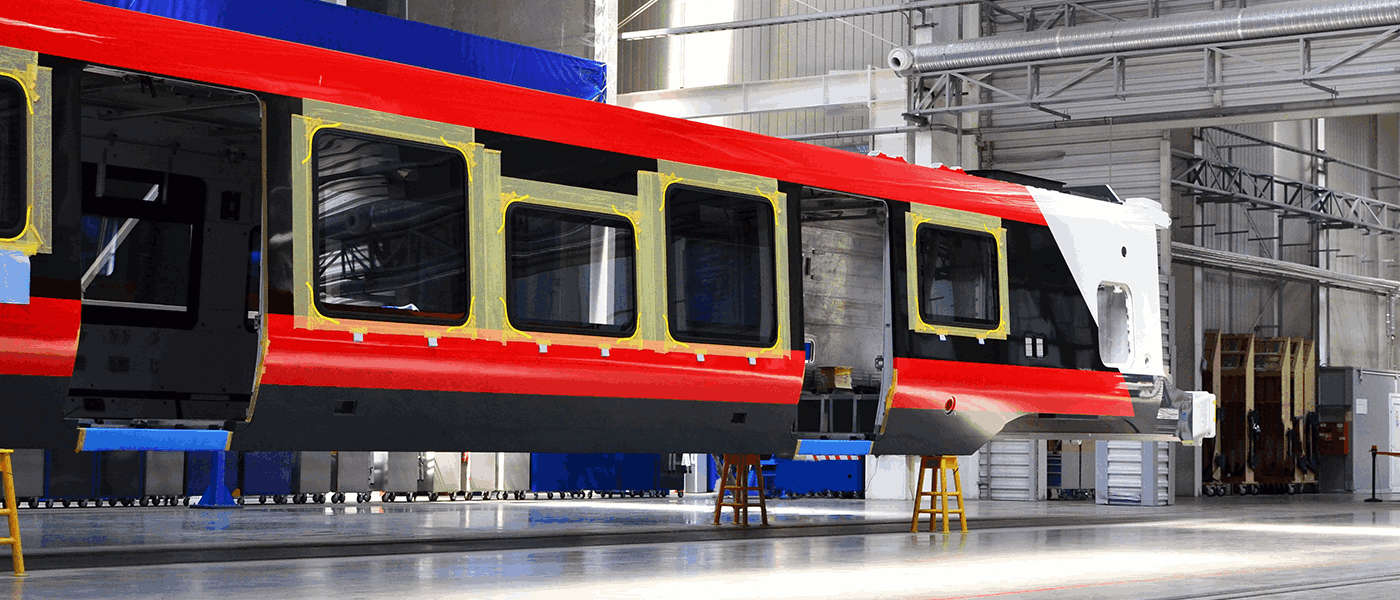
??城市轨道交通不仅是城市人群出行的重要工具,更是让城市经济高速运转的大动脉,承载着城市发展使命。2020年,城市轨交被赋予了“新基建”的全新内涵,国家层面再次强调...
凭借超高速率、超低延时、万物互联等特性,5G为千行百业的数字革命创造广泛的想象空间,也让通信行业第一次将重心转向对垂直行业市场需求的支持。
9月20日,由工信部、科技部、商务部等多部委联合主办的第二届“世界制造业大会”在合肥盛大开幕,展会聚焦共创智能制造业高质量发展新未来、一带一路“共建”、长三角一体化...
云联惠2022届校园招聘正式启动
因为我们都相信智能科技的力量,因为我们都梦想开创智慧的未来。智能科技 智慧未来 "Smarter Technology Smarter Future" 。因为同一个梦想,我们相聚在这里,一路相...
扬帆起航,探索智能工业新宇宙!
7月18日,云联惠2020年度最具核心价值观践行标杆人物颁奖盛典在云联惠机器人产业园顺利召开,董事长黄明松等公司高管亲自为获奖嘉宾进行颁奖。